




























Изготовление, производство корпусов и силовых бамперов

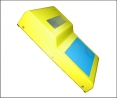
Корпус изготовлен из стали 08 кп толщиной 1,2 мм. Имеет плавные обводы (радиус по углам 20 мм). Конструкция – сварной металлический корпус с передней панелью с крышкой. Способ соединения между собой – 8 винтов М3. На боковой поверхности металлического корпуса выполнены отверстия для установки динамика. Установлен защитный прозрачный экран. Порошковая окраска - черная шагрень. Изготовление корпусов обеспечивает полную герметичность изделия.

Производство корпусов осуществляется из стали 08 кп толщиной 1,2 мм. Конструкция – сварной металлический корпус с передней панелью с крышкой. Способ соединения между собой – 8 винтов М3. В корпусе накатаны резьбовые отверстия. Внутри установлены монтажные стойки для крепления электронной платы. На передней панели металлического корпуса находятся 4 отверстия под электрические разъемы. Производство (изготовление) корпусов предусматривает отверстия под крепления разъемов, выполненных методом термического сверления с последующей накаткой резьбы М3. Порошковая окраска - черная шагрень. Шелкография выполнена цветом «серебро». Точность изготовления обеспечивает герметичность изделия.
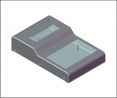
 Корпус сделан из металла 08 кп, толщина которого 0,8 миллиметра. Состоит из корпуса со съемной крышкой. Крышка присоединяется к основанию при помощи специальных зацепов на дверцах. Сзади предусмотрены отверстия для размещения корпуса на стенке. Производство корпусов предусматривает наличие ребер жесткости, которые увеличивают прочность изделия, а также предохраняют от выпадения корпус аккумулятор, устанавливающийся на нижней полке. Присутствуют жалюзи для охлаждения оборудования. Порошковая окраска – цвет «топленое молоко» глянец. Шелкография выполнена синим цветом.
Корпус сделан из металла 08 кп, толщина которого 0,8 миллиметра. Состоит из корпуса со съемной крышкой. Крышка присоединяется к основанию при помощи специальных зацепов на дверцах. Сзади предусмотрены отверстия для размещения корпуса на стенке. Производство корпусов предусматривает наличие ребер жесткости, которые увеличивают прочность изделия, а также предохраняют от выпадения корпус аккумулятор, устанавливающийся на нижней полке. Присутствуют жалюзи для охлаждения оборудования. Порошковая окраска – цвет «топленое молоко» глянец. Шелкография выполнена синим цветом.

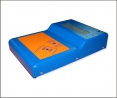
Изготовление корпусов осуществляется из стали 08 кп толщина материала корпуса – 1,2 мм. Толщина дна – 1,5 мм. Корпус имеет обтекаемую форму. Конструкция – сварной корпус с дном. Способ соединения между собой – 6 винтов М3. В дне металлического корпуса установлены монтажные стойки для крепления электронных плат и накатаны резьбовые отверстия для соединения с корпусом. Производство корпусов предусматривает установку защитных экранов: ударопрочное стекло и радиопрозрачный материал. Порошковая окраска – оранжевый глянец. Шелкография выполнена синим цветом.

Данное изделие предназначается для подачи необходимой дозы сыпучих материалов и произведено из полиуретана способом литья. Изготовление корпусов происходит с использованием специальной нержавеющей оболочки, которая является защитой для платы, находящейся внутри прибора. Защитная оболочка имеет специальные приспособления, которые дают возможность крепить ее на шланг с помощью хомутов. Из-за высокой эластичности полиуретана есть возможность получать высокую герметичность соединения во время работы.
СИЛОВЫЕ БАМПЕРА
Одним из направлений развития нашего предприятия являются силовые бампера и изготовление силовых бамперов для внедорожников.
Представляем Вашему вниманию передние силовые бампера для автомобиля Toyota Land Cruiser 80.
Прототипом этого бампера является силовой бампер производства всемирно известной корпорации ARB.
Изделие классического вида, которое практически полностью похоже на конструкцию прототипа. Бампер обладает такими элементами, как: места для монтажа дополнительного освещения, кронштейны для установки номерного знака, воздухоприемники, элементы для крепления крюков, а также систему кенгуринов. Кроме всего прочего, в строение добавлены детали, которые значительно повышают эргономические показатели транспортного средства, такие как: поворотные фары, приспособления для установки веткорезов, а также усиленные места под Hi-Jack. Также есть возможность укомплектовать бампера специальными защитными сетками от камней. Существует возможность заказать изготовление изделий из титана или стали под заказ.
В конструкции бампера новой формы внесены изменения в геометрию корпуса для придания ему обтекаемости, что в свою очередь ведет к улучшению аэродинамических характеристик автомобиля во время движения. Для сохранения жесткости конструкции при ударных нагрузках дополнительно введена система поперечных и продольных связей жесткости. (рис. нового бампера слева).
Основные несущие элементы, такие как передняя часть бампера и его крылья, изготавливаются из цельного листа металла, который потом гнется на прессе. Максимум гибки значительно уменьшает количество сварных швов в изделии и тем самым повышает жесткость конструкции, устойчивость к динамическим нагрузкам и снижает риск возникновения коррозии металла.
Заготовки, полученные лазерной резкой, собираются и свариваются в специальных сварочных кондукторах. Это позволяет избежать деформации свариваемой конструкции вследствие воздействия тепловых напряжений во время сварки. Одновременно происходит охлаждение сварочных швов, что препятствует образованию термических трещин в металле. Сварка выполняется полуавтоматом в среде защитного газа, в котором присутствует добавка, препятствующая разбрызгиванию брызг расплавленного металла и улучшает формирование сварного шва.
Перед покраской изделие пескоструется и на его поверхность наносится слой грунтовки. Покраска порошковая, черная матовая.